|
904L (N08904,14539) Super Austenitic Stainless Steel contains 14.0-18.0% chromium, 24.0-26.0% nickel and 4.5% molybdenum.904L super Austenitic stainless steel belongs to low carbon high nickel, molybdenum austenitic stainless acid resistant steel, which is the proprietary material of France H. S company.It has good activation-passivation transformation ability, excellent corrosion resistance, good corrosion resistance in non-oxidizing acids such as sulfuric acid, acetic acid, formic acid and phosphoric acid, good pitting resistance in neutral medium containing chloride ion, and good anti-crevice corrosion [SCALE STEEL]and anti-stress corrosion performance.It is suitable for sulfuric acid of various concentration below 70℃. It is resistant to acetic acid of any concentration and temperature under atmospheric pressure. It is also corrosion-resistant in mixed acid of formic acid and acetic acid.
Introduction for 904L Super Austenitic Stainless Steel: Super Austenitic stainless steel 904L (00CR20NI25MO4.5Cu;UNS: N08904;EN: 1.4539) is a high alloy austenitic stainless steel with low carbon content. It is highly resistant to corrosion in dilute sulfuric acid and is designed for environments with harsh corrosion conditions.Has the high chromium content and plenty of nickel content, the addition of copper makes it have strong ability to resist acid, especially for chloride clearance[SCALE STEEL] corrosion and stress corrosion cracking are highly resistant, not easy to appear, erosion and fracture pitting resistance slightly better than other steel grade, good machinability and weldability, can be used for pressure vessels. Brands and standards: UNS N08904 (A standard jointly designed by the American Society of Motor Vehicle Engineers and the American Society of Materials and Testing in[SCALE STEEL] 1967), DIN1.4539 (German standard), ASTM A240 (American Society of Materials and Testing Standard);The new standard will be classified as stainless steel series, while the original standard ASME SB-625 will be classified as nickel base alloy series), SUS890L. Metallographic Structure Of 904l Stainless Steel: The 904L is a complete austenitic structure, which is insensitive to ferrite and precipitation compared with austenitic stainless steel with high molybdenum content. Physical and mechanical properties: Density: 8.0g/cm3.Tensile strength: B ≥520Mpa.Elongation: ≥35%. Corrosion Resistance of 904L Stainless Steel: Since the carbon content of 904L is very low (up to 0.020%), there will be no carbide precipitation under the general heat treatment and welding conditions.This eliminates the risk of intercrystalline corrosion that usually occurs after [SCALE STEEL]heat treatment and welding.Because of the high cr-Ni-Mo content and the addition of copper, 904L can be passivated even in reducing environments such as sulfuric acid and formic acid.The high nickel content makes it have a lower corrosion rate in the active state.In the concentration range of 0~98% pure sulfuric acid, 904L can be used at temperatures up to 40 degrees Celsius.The corrosion resistance of pure phosphoric acid is very good in the range of 0~85% concentration.In industrial phosphoric acid produced by wet process, impurities have a strong effect on corrosion resistance.Among all kinds of phosphoric acids, 904L has better corrosion resistance than ordinary stainless steel.In strongly oxidizing nitric acid, 904L is less corrosion resistant than high alloyed steel without molybdenum.In hydrochloric acid, the use of 904L is limited to lower concentrations of 1-2%.In this concentration range.The corrosion resistance of 904L is better than that of conventional stainless steel.The 904L steel has high corrosion resistance.In chloride solution, the corrosion resistance of cracks is also very good.The high nickel content of 904L reduces the corrosion rate in pits and crevices.Ordinary austenitic stainless [SCALE STEEL]steels may be sensitive to stress corrosion in a chlorine-rich environment at temperatures above 60 ° C. This sensitization can be reduced by increasing the nickel content of the stainless steels.Due to the high nickel content, 904L is highly resistant to stress corrosion cracking in chloride solution, concentrated hydroxide solution and hydrogen sulfide rich environment. Supporting Welding Material: Electrode (e385-16/17), Welding Wire (ER385). 904L Application Notes: 1. Machining Performance 1.1 Welding Performance As with ordinary stainless steel, the 90 4L can be welded in a variety of ways.The most commonly used welding methods are manual arc welding or inert gas shielded metal arc welding. The electrode or wire metal is based on the composition of the base material and has higher purity. The content of molybdenum is higher than that of the base material.Preheating is generally not necessary before welding, but in cold outdoor work, in order to avoid moisture condensation, joint or adjacent areas can be evenly heated.Note [SCALE STEEL]that the local temperature should not exceed 100 ℃ to avoid carbon accumulation and intercrystalline corrosion.Small wire energy, continuous and fast welding rate is suitable for welding.Generally, there is no need for heat treatment after welding. If heat treatment is needed, it should be heated to 110 0 ~ 1150℃ and then cooled quickly. 1.2 Machining Performance The machining characteristics of the 90 4 L stainless steel are similar to other austenitic stainless steel.The cutting coolant should be vulcanized and chlorinated oil. The equipment and process should be based on the premise of reducing [SCALE STEEL]working hardening.Slow cutting speed and feed quantity should be avoided in the cutting process. Chemical Composition(%): MATERIAL % Cr Ni Mo Cu Fe C Mn Si P S 904L Min 19 23 4 1 REST 904L Max 23 28 5 2 0.02 2 1 0.045 0.035 Mechanical Property: Min Tensile Strength Yield Strength RP0.2N/mm2 Elongation Rm N/mm2 A5 % 904L[SCALE STEEL] 490 216 35 Density for 904L Stainless Steel: 8.0 g/cm3 Melting Point for 904L Stainless Steel: 1300-1390 ℃ Others: 904L Purpose, Application Scope, Application Field: * Petroleum, petrochemical equipment, such as reactors in petrochemical equipment, etc. : : Storage and transportation equipment for sulfuric acid, such as heat exchangers, etc. * The flue gas desulfurization unit of power plant mainly uses the tower body of absorber, flue, door panel, interior parts, spray system, etc. * Scrubbers and fans in organic acid [SCALE STEEL]treatment systems. * Seawater treatment plant, seawater heat exchanger, papermaking industry equipment, sulfuric acid, nitric acid equipment, acid making, pharmaceutical industry and other chemical equipment, pressure vessel, food equipment. * Pharmaceutical factory: centrifuge, reactor, etc. * Plant foods: soy sauce cans, cooking wine, salt shakers, equipment and dressings. * 904L is a suitable type of steel for dilute sulfuric acid The welding residual stress is caused by the uneven temperature distribution of welding parts and the thermal expansion and cold contraction of welding metal, so the welding construction will inevitably produce residual stress.
The most common method to eliminate residual stress is high temperature tempering, the weldment in heat treatment furnace heated [SCALE STEEL]to a certain temperature (below Ac1) and heat preservation time, using the material yield limit under high temperature is reduced, the internal stress of high local produce plastic flow, elastic deformation gradually reduce, plastic deformation gradually increase and reduce stress. The influence of post-weld heat treatment on tensile strength and creep limit of metal is related to the temperature and holding time of heat treatment.The effect of post-weld heat treatment on the impact toughness of weld metal varies with different types of steel. Purpose for PWHT: Relax welding residual stress; 2. Stabilize the [SCALE STEEL]shape and size of the structure to reduce distortion.3. Improve the performance of base material and welding joint, including a. Improve the plasticity of weld metal.B. Reduce the hardness of heat-affected zone.C. Improve fracture toughness.D. Improve fatigue strength.E. Restore or increase the yield strength reduced during cold forming.4. Improve the ability to resist stress corrosion.5. Further release harmful gases, especially hydrogen, in the weld metal to prevent the occurrence of delayed cracks. Methods for PWHT: Post-Welding Heat Treatment generally adopts single high temperature tempering or normalizing and high temperature tempering treatment.Normalizing and tempering heat treatment is used for gas welding joints.This is because of the coarse grain of welding seam and heat-affected zone of gas welding, which needs to be refined, so normalizing treatment is adopted.However, single normalizing cannot eliminate the residual stress, [SCALE STEEL]so high temperature tempering is needed to eliminate the stress.The single medium tempering is only suitable for the assembly and welding of large common low carbon steel containers assembled on the site for the purpose of partially eliminating residual stress and dehydrogenation.The vast majority of occasions is the use of a single high temperature tempering.Heat treatment of heating and cooling should not be too fast, strive for internal and external wall uniformity. Heating Methods: Fuel Heating: The fuels used may be solid (coal), liquid (oil) and gas (gas, natural gas, liquefied petroleum gas). There are abundant resources of coal burning heating coal, and the coal burning reflector has played a certain role in heat treatment heating [SCALE STEEL]method.The nature of the coal and the structure of the reverberatory furnace determine that the coal is not easy to be completely burned, so the coal furnace has low thermal efficiency, poor heating quality and working conditions, and soot pollutes the environment.These shortcomings make the coal heating method gradually replaced by other heating methods. Liquid fuel heating mainly uses heavy diesel as fuel, suitable for large heating furnace heating, also used for external heating salt bath furnace heating, generally in the furnace heating outdoor wall or installed on both sides of the nozzle.When liquid fuel is used to heat an external salt bath, the nozzle is mounted on the furnace shell outside the crucible.The liquid fuel is mixed with air in a nozzle and atomized under the action of compressed air. Then the nozzle is ejected and burned in a heating chamber (or outside a crucible in [SCALE STEEL]a salt-bath furnace) to heat the workpiece (or crucible).The reasonable design and arrangement of nozzles play a key role in maintaining uniform furnace temperature and saving fuel.Atomized oil from the nozzle can also be burned in a radiator inside the furnace, heating the radiator to indirectly heat the workpiece.Fuel oil controls the heating temperature more easily than coal, and is suitable for large bulk heating and areas with sufficient oil supply. Gaseous fuel is heated in a nozzle, where the gas is mixed with a certain proportion of air and ejected for combustion.This method can directly heat the workpiece placed in the heating chamber, or it can indirectly heat the workpiece by spraying flame into the radiation tube installed in the heating chamber.When used in salt bath furnace, the nozzle is installed on the furnace shell outside the crucible, and the flame shoots at the outside of the crucible to add hot molten salt.The gaseous fuels used for heating include gas, natural gas and liquefied petroleum gas.By adjusting the ratio of air to gas, an oxidizing [SCALE STEEL]or reducing combustion atmosphere can be obtained, thus reducing the degree of oxidizing and decarburizing when the workpiece is heated.This heating method is suitable for areas where bulk heating and gas supply is adequate. The other way is to directly heat the surface of the workpiece with the flame of the nozzle. At this time, the nozzle and the workpiece move relative to each other. The gases used are oxygen-acetylene, oxygen-propane, oxygen-methane and so on.This heating method, flame quenching, is suitable for surface quenching of workpiece. Electric Heating Method: With electricity as the heat source, electric energy is converted into heat energy by various means to heat the workpiece.Electric heating, temperature easy to control, no environmental pollution, high thermal efficiency.Electric heating can be done in several ways. The heating element uses the resistance heat generated when an alternating current of power frequency (50 ~ 60 hz) passes through the element to heat the workpiece.Electric heating elements are usually arranged around or [SCALE STEEL]on both sides of the heating room to ensure uniform temperature in the heating room.There are also elements in a radiation tube to indirectly heat the workpiece.For outer hot salt bath furnace or metal bath furnace, the heating element is arranged in the space outside the crucible and inside the shell.This heating method can also be used in a floating particle furnace for alumina particles.It is suitable for the whole workpiece heating and sufficient electric power area. Workpiece resistance after heating the alternating current directly through the workpiece resistance, the workpiece itself resistance produces heat to increase the temperature of the workpiece.This method is suitable for the integral heating of workpiece with uniform cross section.Another way is to use the rolling copper wheel to press on the metal workpiece, through the alternating current of low voltage and[SCALE STEEL] large current, using the contact resistance between the copper wheel and the workpiece to generate heat and heat the surface of the workpiece. Workpiece induction heating Put the workpiece in a spiral coil, the coil with a certain frequency (generally higher than the power frequency) of alternating current, so that the workpiece in the coil generated eddy current, using the resistance of the workpiece itself to generate heat and be heated.The depth of this heating can be shallower as the current frequency increases, which is called induction heating heat treatment.Induction heating is mainly used to heat the surface of the workpiece, but with a lower frequency and the workpiece diameter is small, it can also be used for overall heating.This heating method [SCALE STEEL]has high efficiency and low power consumption, and is mainly used for the heating quenching of medium and small parts. Dielectric resistance heating leads the low voltage alternating current of industrial frequency to the electrode buried in the dielectric. The resistance heat generated when the current flows through the dielectric makes the dielectric itself reach a high temperature.When the workpiece is heated in this high temperature medium, oxidation and decarburization can be reduced or avoided.This medium is conductive, such as salt, graphite particles, etc.The furnace type of heating furnace has internal heat type salt bath furnace and graphite floating particle furnace.This heating method is mainly used for quenching medium and small parts. Energy Heating: The surface of workpiece is heated with a very high power density. The heating time is measured in milliseconds, and the power density can be up to 10 ~ 10 watts/cm. The heat sources used include solar energy, laser beam and electron beam. Solar Heating- The workpiece is heated by a concentrated solar heater. Laser Beam Heating- Utilizes the laser produced by THE CO2 continuous laser generator to produce a high-temperature beam after focusing to illuminate the workpiece, making the local surface thin layer of the workpiece instantaneously reach the quenching temperature or melting temperature.After the irradiation stopped, the surface heat rapidly passed into the substrate material and made the surface hardened [SCALE STEEL]or solidified rapidly.Laser beam heating processes include phase change hardening - hardening, surface "glazing" - rapid solidification, surface alloying and so on.This allows the reflector to change the direction of the beam, so it is best for heating the inner walls (such as cylinder liners), but the thermal efficiency is low. Electron Beam Heating- Uses the high-speed electrons to bombard the workpiece surface, which can convert the high kinetic energy into heat energy quickly and raise the surface temperature of the workpiece to quenching temperature or melting temperature rapidly.After the irradiation stopped, the surface heat could be transferred into the cold substrate in a short time and then hardened or solidified rapidly.As with laser [SCALE STEEL]heating, electron beam heating process also has phase change hardening, surface "glazing" and surface alloying.Because the heating needs to be carried out in a vacuum chamber, the workpiece batch is limited, but the thermal efficiency is high. Inconel 718 alloy is a precipitation-hardened nickel-chromium alloy containing niobium and molybdenum. It has high strength, good toughness and corrosion resistance in high and low temperature environment under 650℃.Its state [SCALE STEEL.]may be solid solution treatment or precipitation hardened state.
Introduction for Inconel 718 Alloy: Characteristics: ● Machinability ● High tensile strength, fatigue strength, creep strength and fracture strength at 700℃ ● High oxidation resistance at 1000℃ ● Stable chemical properties at low temperature ● Good welding performance Application: Due to its high temperature strength, excellent corrosion resistance and easy processing at 700℃, it can be widely used in various demanding occasions.● Liquid fuel rocket ● Low temperature engineering ● Acidic environment Second-ranking Nuclear Engineering Standards and Equivalent Materials with Inconel 718 Alloy: GH4169, GH169 (China), NC19FeNb (France), NiCr19Fe19Nb5, Mo3(Germany), [SCALE STEEL.]NA 51 (UK) Inconel718, UNS NO7718(USA) NiCr19Nb5Mo3(ISO) Chemical Composition(%): 镍Ni - 铬Cr - 铁Fe - 碳C - 锰Mn - 硅Si - 钼Mo - 铜Cu - 钴Co - 铝Al - 钛Ti - 铌Nb - 硼B - 磷P - 硫S Min 50 - 17 - - - - - 2.8 - - - 0.2 - 0.65 - 4.75 - 0 - - Max 55 - 21 - 余量 - 0.08 - 0.35 - 0.35 - 3.3 - 0.3 - 1 - 0.8 - 1.15 - 5.5 - 0.006 - 0.01 - 0.01 Mechanical Property for Inconel 718 Alloy: Density for Inconel 718 Alloy: Rho = 8.24 g/cm3 density Melting Temperature Range The melting temperature ranges from 1260 ℃ to 1320℃ Processing and heat treatment editing Inconel718 alloy is a difficult material in machining field. Preheating: Surfaces must be cleaned before and during heating to keep surfaces clean.Inconel718 alloy will become brittle if the heating environment contains sulfur, phosphorus, lead or other low melting point metals.Impurities come [SCALE STEEL.]from marking paint, chalk, lubricating oil, water, fuel, etc.The sulfur content of fuel should be low, such as the impurity content of liquefied natural gas and natural gas should be less than 0.1%, the sulfur content of urban gas should be less than 0.25g/m3, the sulfur content of LPG should be less than 0.5% is ideal. Electric furnace heating had better have more accurate temperature control ability, furnace gas must be neutral or weak alkaline, should avoid furnace gas composition in oxidation and reduction in fluctuation. Hot Working: The suitable hot working temperature of Inconel718 alloy is 1120-900℃. The cooling way can be water quenching or other rapid cooling way. After hot working, annealing should be timely to ensure the best performance.The material [SCALE STEEL.]should be heated to the upper limit of the processing temperature during thermal processing. In order to ensure the plasticity during processing, the final processing temperature should not be lower than 960℃ when the deformation amount reaches 20%. Cold Working Cold working should be carried out after solid solution treatment, the working hardening rate of Inconel718 is higher than austenitic stainless steel, so the processing equipment should be adjusted accordingly, and there should be an intermediate annealing process in the cold working process. Heat Treatment Different solid solution treatment and aging treatment process can obtain different material properties.Due to the low diffusion rate of phase, the best mechanical properties of Inconel718 alloy can be obtained by aging treatment for a long time. Polishing The oxides near the welds of the Inconel718 workpieces are more difficult to remove than those of stainless steel, which need to be polished with a fine sand belt, and the oxides also need to be removed with sandpaper or pre-treated in a salt bath before pickling in a mixture of nitric and hydrofluoric acids. Machining The Inconel718 is machined after solution treatment, taking into account the material's work hardening properties. Unlike austenitic stainless steels, the Inconel718 is suitable for low surface cutting speeds. Welding Precipitation-hardened Inconel718 alloys are well suited for welding and have no post-weld cracking tendency.Weldability, machinability and high strength are the advantages of this material. Inconel718 is suitable for arc welding, plasma welding, etc.Before welding, the surface of the material shall be clean, free from oil stains, chalk marks, etc., and the polished metal shall be exposed within 25mm around the weld. Recommended Welding Materials for Inconel 718: GTAW/GMAW Nicrofer S 5219 W. - Nr. 2.4667 SG-NiCr19NbMoTi AWS ERNiFeCr 5.14-2 A BS 2901 Part 5: NA 51 HIC is short name for Hydrogen Induced Cracking.Hydrogen sulfide is one of the most corrosive and harmful media in petroleum and natural gas. In the process of natural gas transportation, hydrogen sulfide plays a significant role in the stress corrosion of the pipeline.When used in wet HYDROGEN sulfide environments, hydrogen bubbling-induced (HB), hydrogen-induced cracking (HIC), and stress-oriented hydrogen-[SCALE STEEL]induced cracking (SOHIC) can occur within carbon steels [1].When hydrogen from corrosion penetrates into steel in acidic environment such as hydrogen sulfide, the crack of pipe is called hydrogen induced cracking (HIC). The NATIONAL standard GB/T8650-2006 Assessment Method for Hydrogen-Induced Cracking of Pipeline Steel and Pressure Vessel Steel specifies HIC assessment method for pipeline steel and pressure vessel steel due to hydrogen absorption due to corrosion in a corrosive environment containing sulfide solution [2].The test method for evaluating hydrogen cracking resistance of NACE TM 0284 pipeline and pressure vessel is specified in HIC. Introduction Hydrogen induced cracking (HIC) is also known as cracking.Hydrogen sulfide is one of the most corrosive and harmful media in petroleum and natural gas. In the process of natural gas transportation, hydrogen sulfide plays a significant role in the stress corrosion of the pipeline.When used in wet HYDROGEN sulfide environments, hydrogen bubbling-induced (HB), hydrogen-induced cracking (HIC), and stress-oriented hydrogen-induced cracking (SOHIC) can occur within carbon steels.In acidic [SCALE STEEL]environment such as hydrogen sulfide, the crack caused by hydrogen penetration into steel caused by corrosion of pipe is hydrogen induced cracking (HIC). The NATIONAL standard GB/T8650-2006 Assessment Method for Hydrogen-Induced Cracking of Pipeline Steel and Pressure Vessel Steel specifies HIC assessment method for pipeline steel and pressure vessel steel due to hydrogen absorption due to corrosion in a corrosive environment containing sulfide solution.The test method [SCALE STEEL]for evaluating hydrogen cracking resistance of NACE TM 0284 pipeline and pressure vessel is specified in HIC. Classification 1) Hydrogen embrittlement: After the hydrogen atoms produced under various circumstances penetrate directly into the steel, the atomic binding force between steel grains will be reduced, resulting in the reduction of the steel's extensibility and end surface shrinkage, and the change of its strength.The cathode reaction corresponding[SCALE STEEL] to the anodic reaction occurs at the crack tip.Hydrogen cracking occurs when the hydrogen produced or processed enters the steel. 2) Hydrogen corrosion: Hydrogen reacts with carbides in steel to produce methane. Methane gas cannot be diffused from the steel and concentrates in grains to form local high pressure, resulting in stress concentration and resulting in microcracks or bubbling of the steel. Damage In the petroleum and natural gas industry and petrochemical industry, if carbon steel or low alloy steel is used in the wet H2S environment, the steel plate will undergo severe embrittlement. The mechanism of this embrittlement [SCALE STEEL]is that H2S corrodes the steel surface to produce hydrogen, which is then absorbed by the steel and causes hydrogen embrittlement.For low alloy steels, this failure can be classified into the following types: 1) Hydrogen-induced cracking (HIC).The HIC does not require stress to generate and propagate within the steel. 2) Sulfide stress cracking (SSC).SSC mainly occurs in areas with high hardness, such as the weld zone. 3) Hydrogen-induced cracking (SOHIC) in the stress direction.In fact, SOHIC can be seen as the result of a combination of HIC and SSC. 4) Hydrogen induced delayed crack: During the welding process of the container, water or oil in the welding material is decomposed [SCALE STEEL]under the action of high temperature of arc to produce hydrogen. Part of this hydrogen enters into the molten weld metal, and when the weld cools, it does not quickly diffuse out, forming local high pressure and leading to the occurrence of micro-cracks in the weld. Test Methods And Procedures Test Plan Test Standard The Test Cycle HIC Hydrogen Embrittlement Test Standard:NACE TM0284-2011,GB/T 8650-2006 Test Cycle:Eight days Test Medium: Solution A: Sodium chloride acetic acid solution containing saturated hydrogen sulfide at room temperature and pressure Solution B: Artificial seawater containing saturated hydrogen sulfide at normal temperature and pressure Recommended Size Of Sample: 100mm*20mm* Actual thickness (30mm) Test Evaluation: The crack sensitivity ratio CSR Crack length ratio CLR Crack thickness ratio CTR Schematic Diagram Of Hic Hydrogen Cracking Test 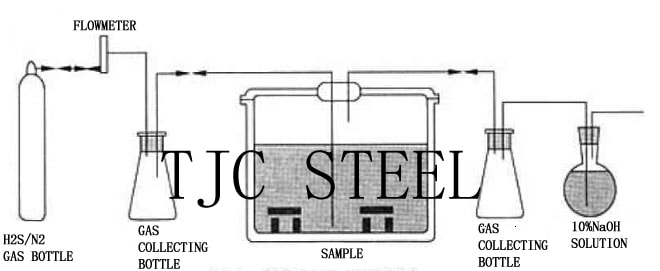 Sample size: 100mm long, 20mm wide.
1) Thickness <30mm: parallel sampling: take 1 group of samples of the same product and the number is 3; 2) 30mm≤ thickness <88mm: step [SCALE STEEL]sampling, take 1 group of samples of the same product and the number is 3; 3) Thickness ≥88mm: step sampling, 1 sample thickness <30mm, the maximum number of samples according to the actual thickness SSC: Sulfur acid is detected as sulfur compounds in sulphur compounds in sulphur compounds.
Experimental Principle There are two main ways in which microorganisms produce hydrogen sulfide. A: Hydrogen sulfide is produced by cysteine reduction of protein components in the medium.Protein by microbial enzymes, [SCALE STEEL]form of sulfur cysteine, the amino acid by cysteine desulfurase lose sulfur atoms, since joining hydrogen to form water molecules and hydrogen sulphide. B: Hydrogen sulfide is composed of an inorganic sulfur compound such as Thiosulfate;S2O32 - and sulfate;SO42 - or sulfite;SO32-, when the medium contains sodium thiosulfate, some microorganisms can reduce it to sulfite and release hydrogen sulfide. In this experiment, SIM culture medium is used, containing protein and sodium thiosulfate as sulfur quality, another meridian sulfate;Fe(NH4)2SO4 [SCALE STEEL]acts as an indicator of hydrogen sulphide (hydrogen sulphide is a colourless gas and is not easily detected. Ferrous ions of ammonium sulphate react with hydrogen sulphide to form black deposits of insoluble ferrous sulphide.)The medium was semi-solid with 0.3% AGAR to enhance anaerobic respiration. The motility of microorganisms was also observed. If motility was present, the growth of microorganisms diffused around the inoculation line, making the medium cloudy; if no motility was present, growth was restricted to the inoculation line. Experimental Materials Bacteria: Escherichia Coli, Enterobacter Aerogenes, Proteus Vulgaris Culture Medium: Sim Agar Deep Tube3 Sticks Equipment: Alcohol Lamp, Inoculation Needle Experimental Steps Each SIM AGAR Deep Tube was labeled with inoculation bacterium and group respectively. The bacteria were punctured and inoculated [SCALE STEEL]into the medium respectively by aseptic operation. All the test tubes were cultured at 37℃ for 24-48 hours. Results Analysis Check all SIM media for black inoculations and record the results in the table. According to the observation, whether [SCALE STEEL]the bacteria have the ability to produce hydrogen sulfide or not. Observe whether the microorganisms spread around the inoculation line and determine whether they are motile. Features And Scope Of Application for 250A53/ EN45 Spring Steel:
Silicon and manganese to improve the elastic strength and flexion ratio, improve hardenability, anti-tempering stability and anti-relaxation stability, overheating sensitivity is smaller, but the decarbonization tendency is larger, especially [SCALE STEEL]when silicon and carbon content is higher, carbon is easy to graphitization, make steel brittle.Used as vibration damping plate spring and coil spring, cylinder safety valve spring on automobiles, tractors and locomotives, and also can be used as heat resistant spring under 250℃. Chemical Composition of 250A53/ EN45 Spring Steel(%): C: 0.52 ~ 0.60 Si: 1.50 ~ 2.00 Mn: 0.60 ~ 0.90 S: sulfur 0.035 or less P P: 0.035 or less Chromium [SCALE STEEL]Cr: 0.35 or less Ni Ni: 0.35 or less Copper Cu: 0.25 or less Mechanical Properties of 250A53/ EN45 Spring Steel: Tensile strength B (MPa) : ≥1274(130) Yield strength S[SCALE STEEL] (MPa) : ≥1176(120) Elongation = 10 (%) : ≥6 Reduction of area bits (%) : 30 or higher Hardness: Hot rolling,≤302HB;Cold drawing + heat treatment,≤321HB Heat Treatment Specification And Metallographic Structure for 250A53/ EN45 Spring Steel: Heat treatment specification: quench 870℃±20℃, oil cooling;Temper 480℃±50℃(±30℃ for special needs). Metallographic structure: Tempered troostite. Delivery Status: Hot rolled steel [SCALE STEEL]delivered in heat treatment or no heat treatment state, cold drawn steel delivered in heat treatment state. |
nEWSFROM SCALE STEEL ARCHIVES
April 2024
Categories |
 RSS Feed
RSS Feed